




Podczas próby formy defekty formy często pojawiają się bez pewnej prognozy, dlatego dobry inżynier ds. prób form powinien mieć bogate doświadczenie, aby jak najszybciej ocenić przyczynę, ponieważ koszt rośnie wraz z czasem spędzonym na wtryskarce.
W tym przypadku nasz zespół zgromadził pewne doświadczenie. Jeśli to udostępnienie może okazać się wskazówką, która może pomóc w rozwiązaniu podobnego problemu, będziemy bardzo szczęśliwi.
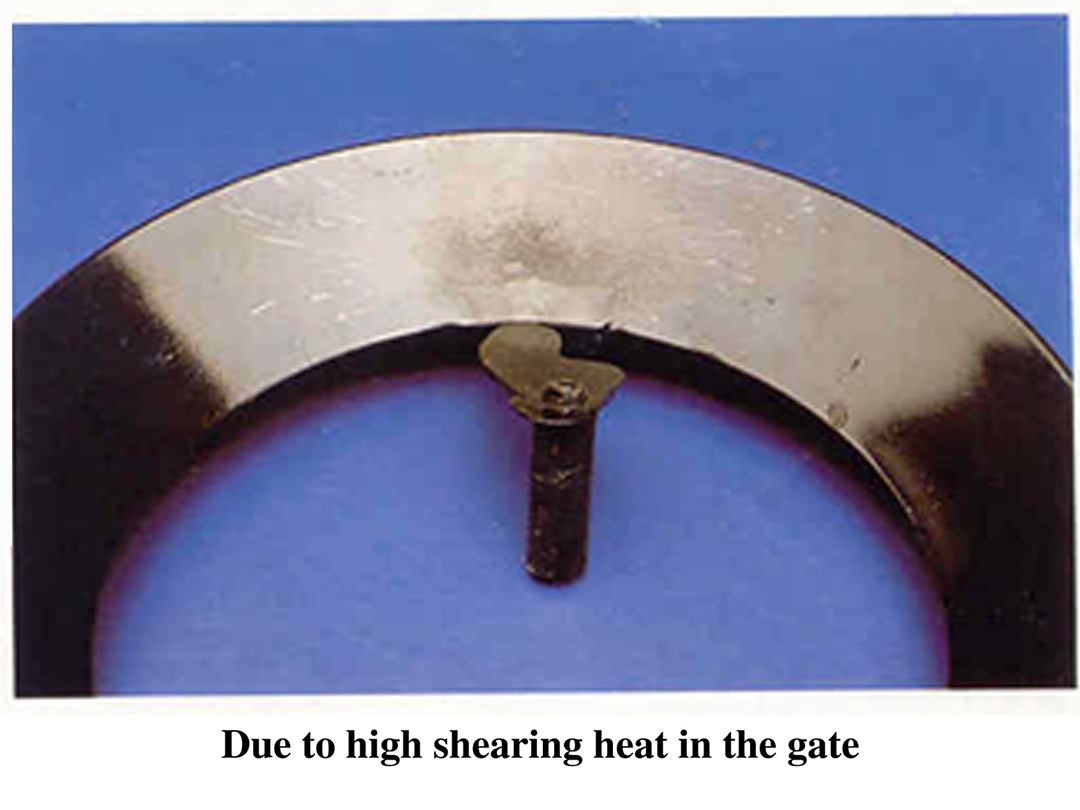
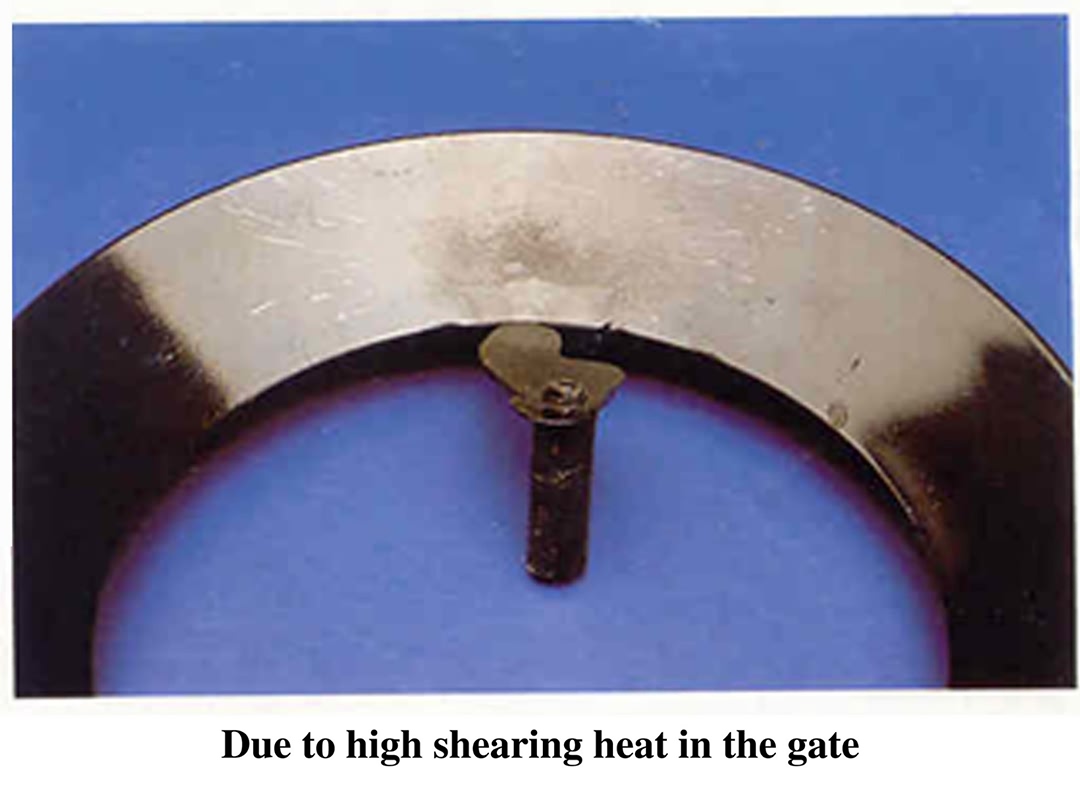
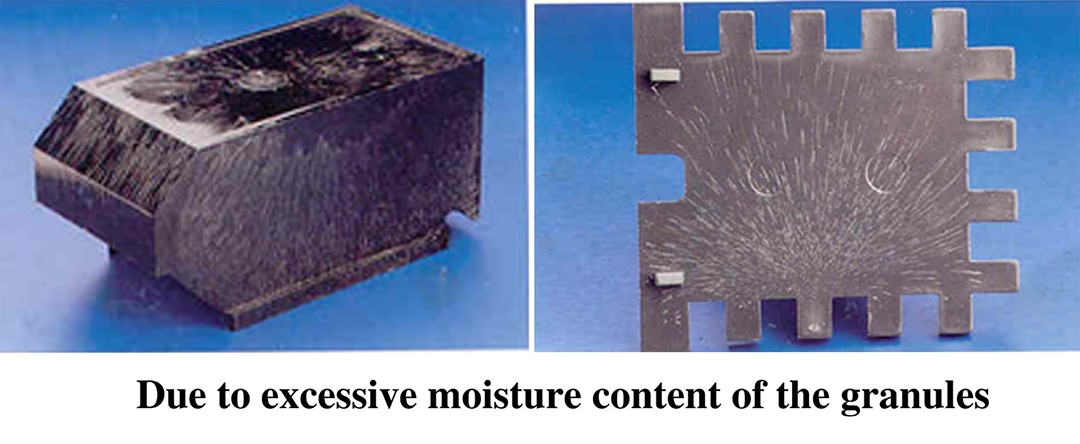
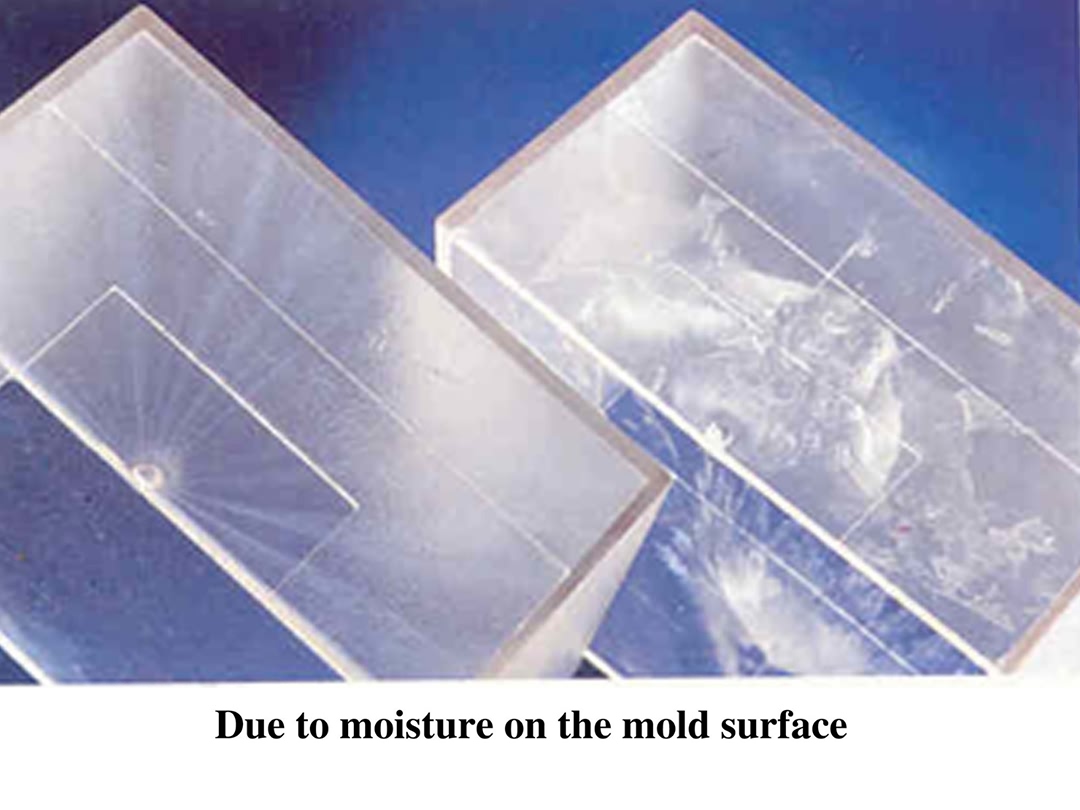
Tutaj mówimy o trzech znakach: „Ślady spalone”, „Ślady mokre” i „Ślady powietrzne”.

Cechy:
·Pojawiające się okresowo
·Występuje w wąskim przekroju lub w pozycji pułapki powietrznej
·Temperatura topnienia jest prawie górną granicą temperatury wtrysku
·Wada ma pewien wpływ na zmniejszenie prędkości śruby dociskowej
·Czas plastyfikacji jest zbyt długi lub zbyt długo pozostaje w przedniej części ślimaka dociskowego
·Nadmierne zużycie tworzywa sztucznego pochodzącego z recyklingu lub materiał został już kilkakrotnie stopiony
·Występujące w formie z systemem gorących kanałów
·Forma z zamkniętą dyszą (dysza odcinająca)
Cechy:
3. Znaki lotnicze
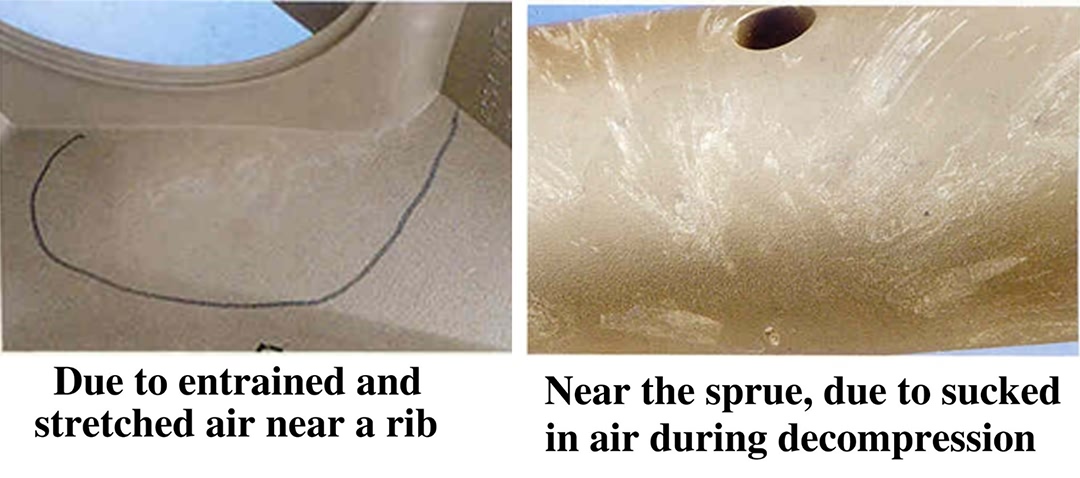
Ogólnie rzecz biorąc, kształty znaków powietrznych są szorstkie, o kolorze srebrnym lub białym, często pojawiają się na powierzchni kulistej/zakrzywionej, żebra/grubość ścianek zmieniają się w obszarach lub w pobliżu dyszy, przy wejściu do bramy zwykle pojawia się cienka warstwa znaków powietrznych; Na grawerowaniu pojawiają się również znaki powietrzne, np.: grawer tekstu lub zagłębienie miejsca.
Oprócz powyższych typów, na powierzchni części znajdują się również „znaki włókna szklanego” i „znaki koloru”. Dlatego w przyszłości więcej doświadczeń z defektami formowania zostanie udostępnionych drogim przyjaciołom na LinkedIn. Jeśli masz odmienne zdanie na temat mojego wpisu, proszę uprzejmie daj mi znać, swoje komentarze, jak wiemy, LinkedIn jest dla nas zawsze dobrą platformą do dzielenia się, uczenia się i doskonalenia!
Czas publikacji: 26 października 2020 r